超早期機械故障予兆検知 & QA AEセンシングシステム
Early Observer MEL-E Carry
<アーリーオブザーバー メル・イー>
一般的な振動センサでは検知できない高い周波数の弾性波=AE波をセンシングします。 物体の亀裂や摩擦・摩耗状況を検知し、 今まで不可能と思われていた設備の機械的故障の 兆候や機械加工、 自動ワイヤ溶接等の品質保証を実現可能なAEセンシングシステムです。
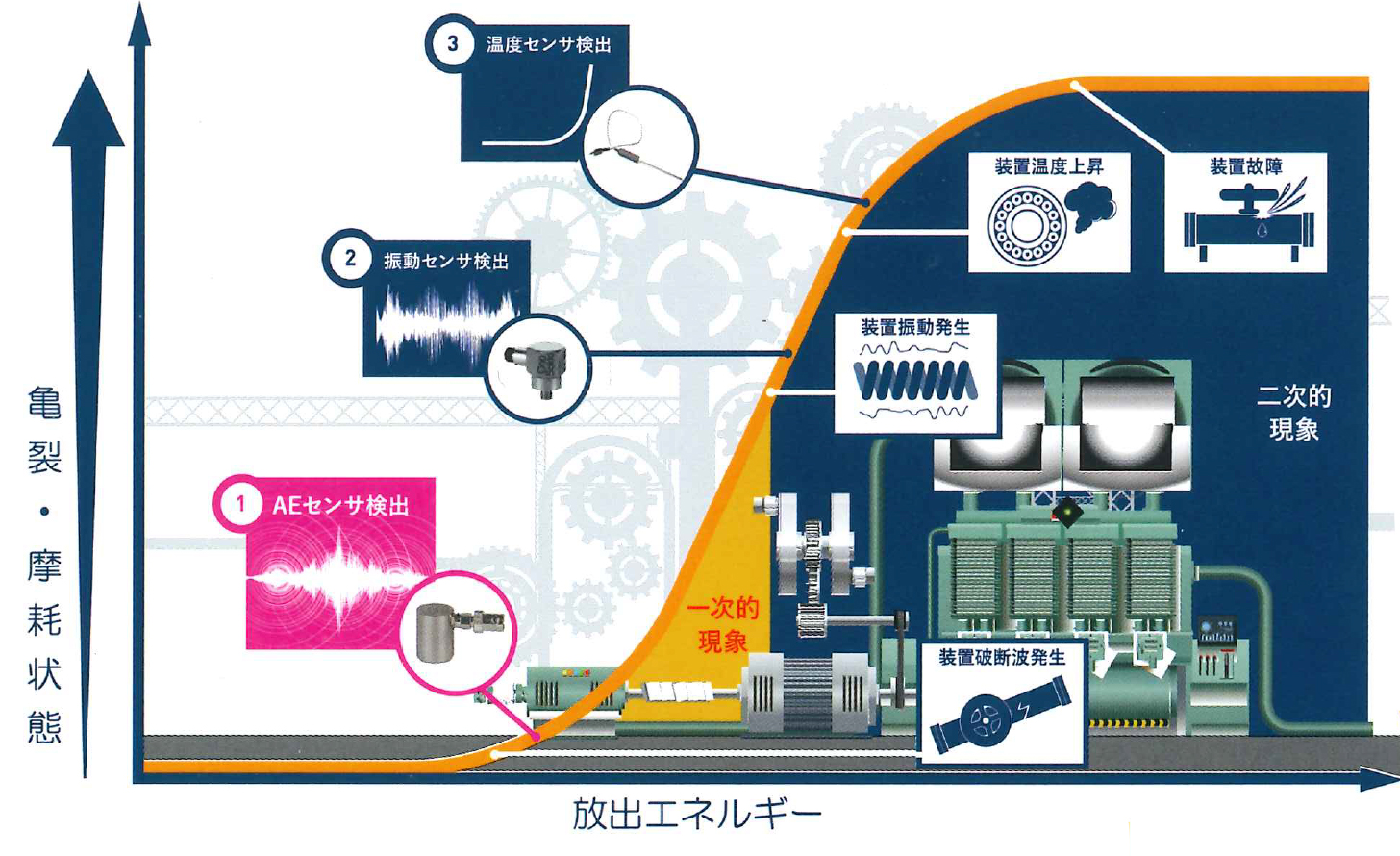
ロボットや設備が故障に至るまでのプロセス
①設備を構成する材料から劣化等につながる弾性波=AE波が発生、 アーリーオブザーバーは この段階で異常を検知可能です。
②劣化や異常の度合いが進むことで振動が発生振動センサが反応する。
③振動を放置することで、 ダメージが拡大しやがて発熱などを伴い故障停止に至る。
Early Observer MEL-E Carryの特徴
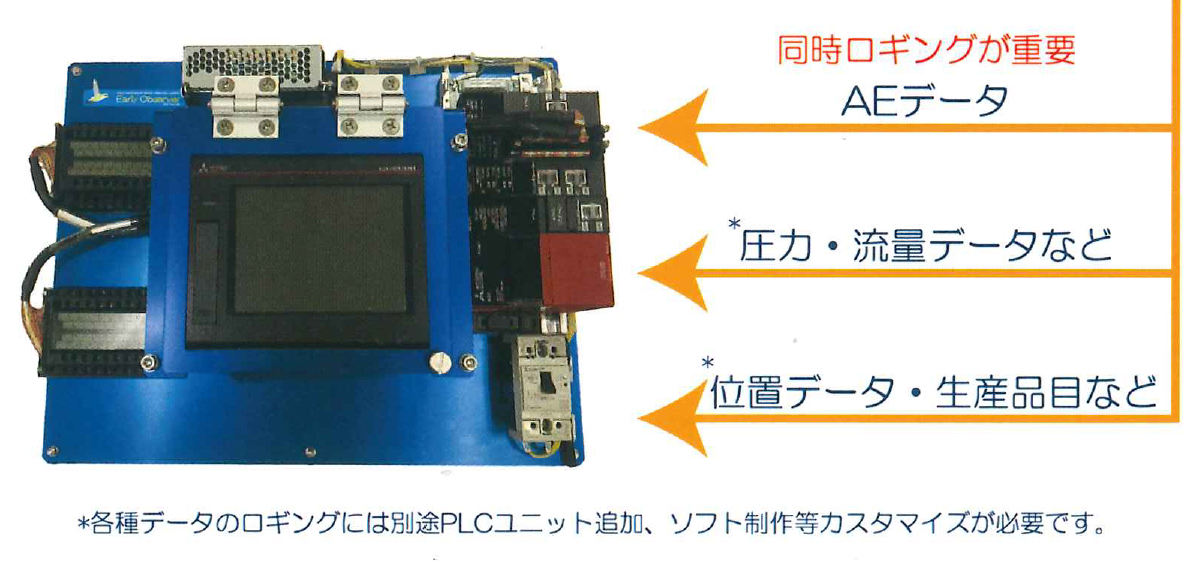
MELSEC iQ-Rで設備に合わせたカスタマイズが可能 健全性診断・QAに必要な複数のデータを同時ロギングすることで、設備健全性診断の精度を上げることが可能です
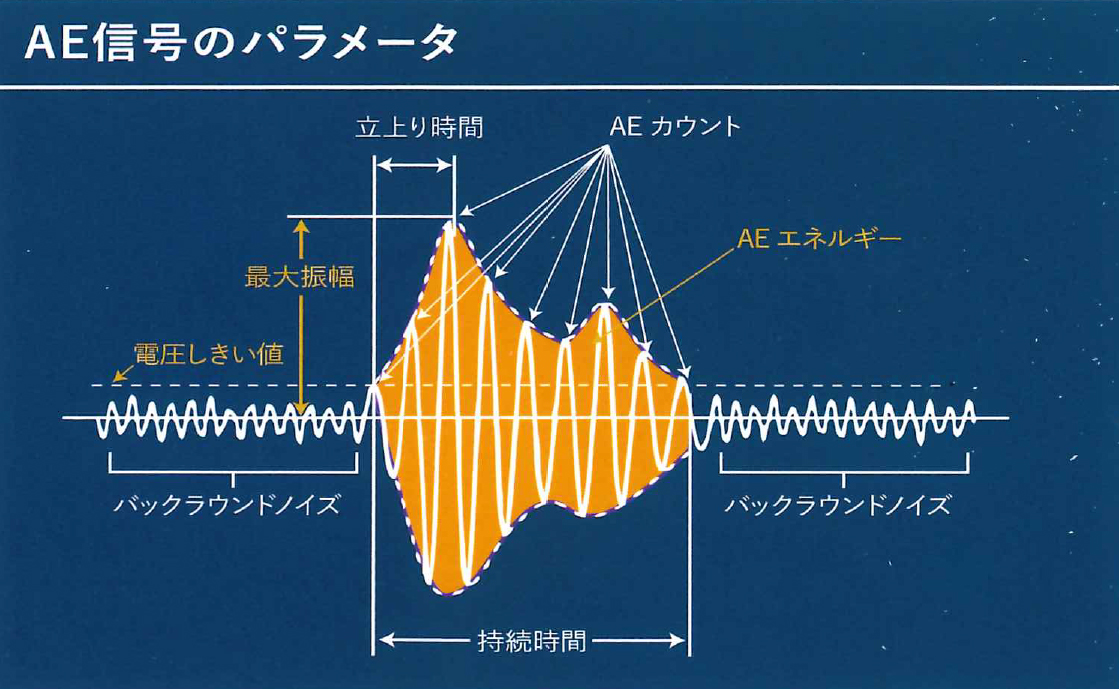
AE信号を高速デジタル処理
3つのパラメータに変換し活用します
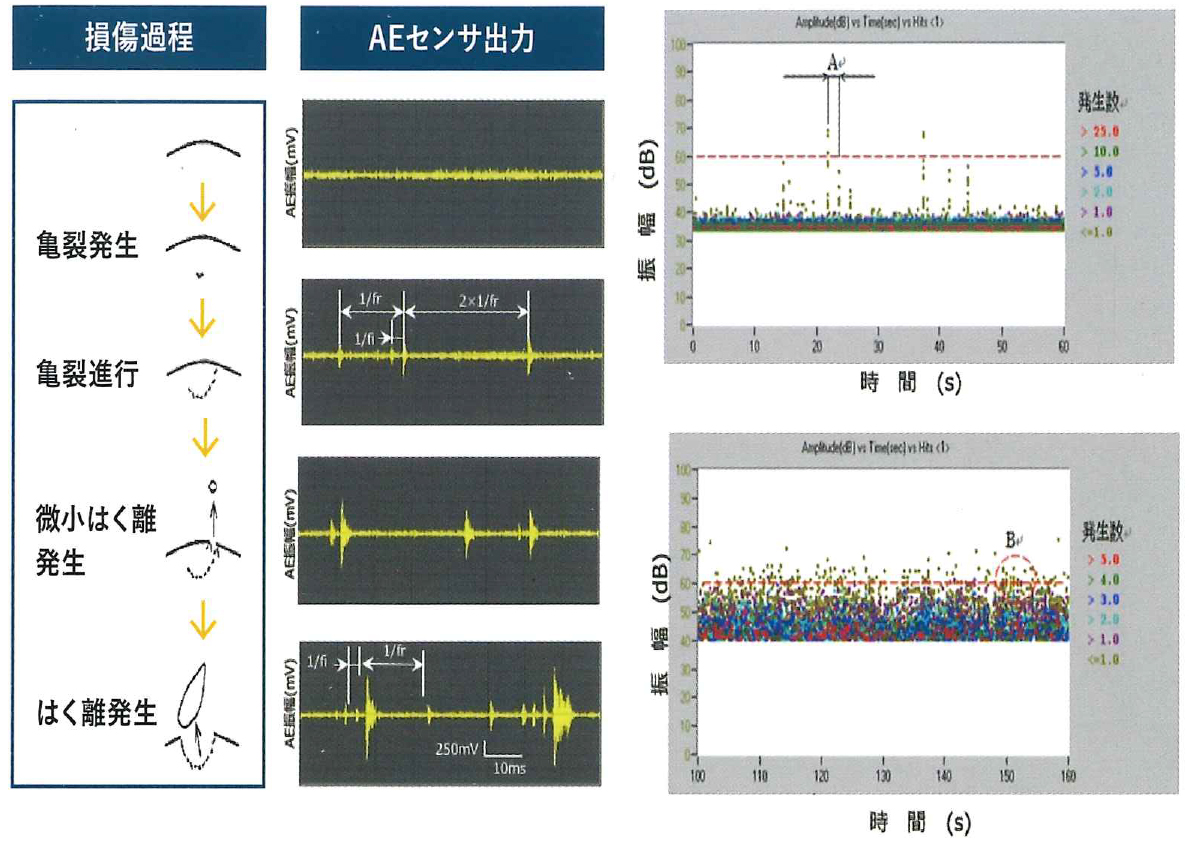
Amplitude (アンプリチュード=最大振幅)
AE波形の最大振幅値 (中心から最大変位までの電圧)をdB換算
=亀裂場合 深さ、 進展距離/摩擦の場合 摩耗量と相関関係
Energy (エネルギー)
持続時間内におけるAE波形の積分値
=亀裂の面積/摩擦 摩耗量と相関関係
RMS (実効値)
10ms単位毎に取得したAE信号の実効値。
=摩擦係数と相関関係
機械故障の予兆事例
転がり軸受の異常評価
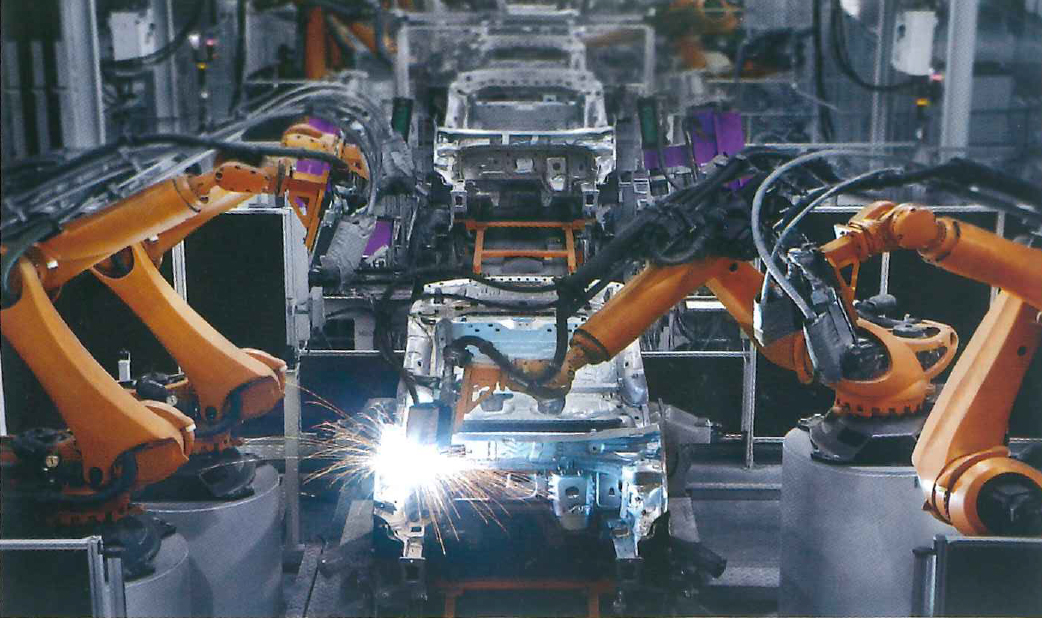
産業用ロボットのギア健全性評価
ロボットギア健全性評価
- ロボットに試験用動作プログラムを設定。
1軸毎関節を動作させAEを測定
各関節動作時のエネルギー値を比較し摩耗度合いを確認します。 - ロボット動作に応じAE波が発生
エネルギー値は摩耗と相関
アンプリチュードでギア亀裂の発生を検知します。
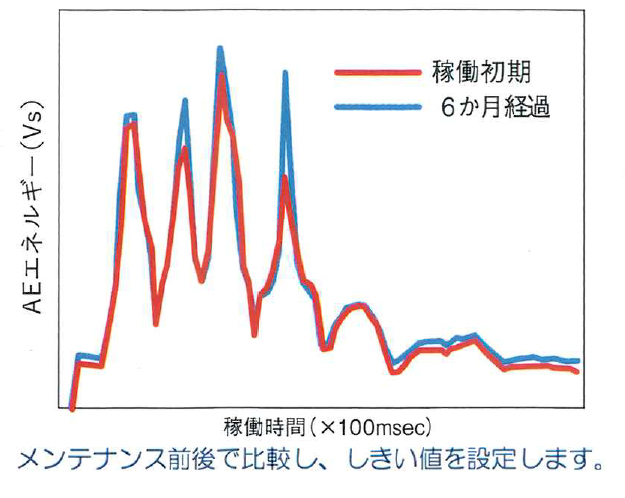
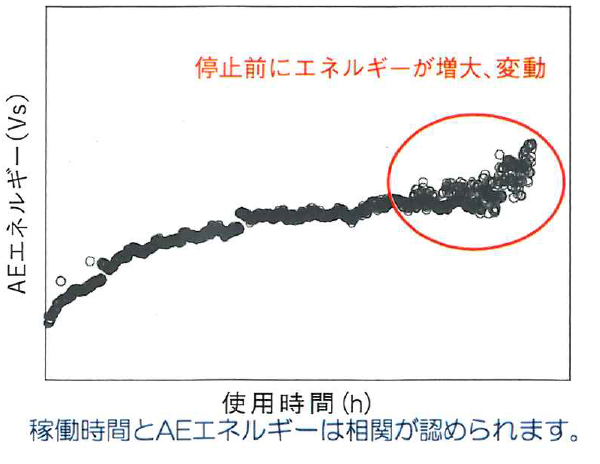
ギア故障の予兆検知
- 稼働時間とともにAEのエネルギーが増加。軸受や減速機も故障前にエネルギー1直及びアンプリチュードのバラッキが増大します。AEのバラッキを監視することで重要なギアの故障を予兆の監視が可能です。
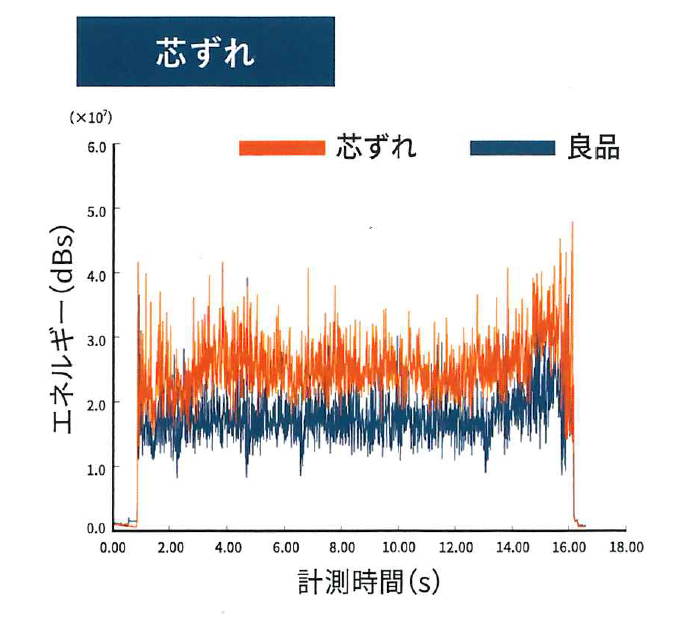
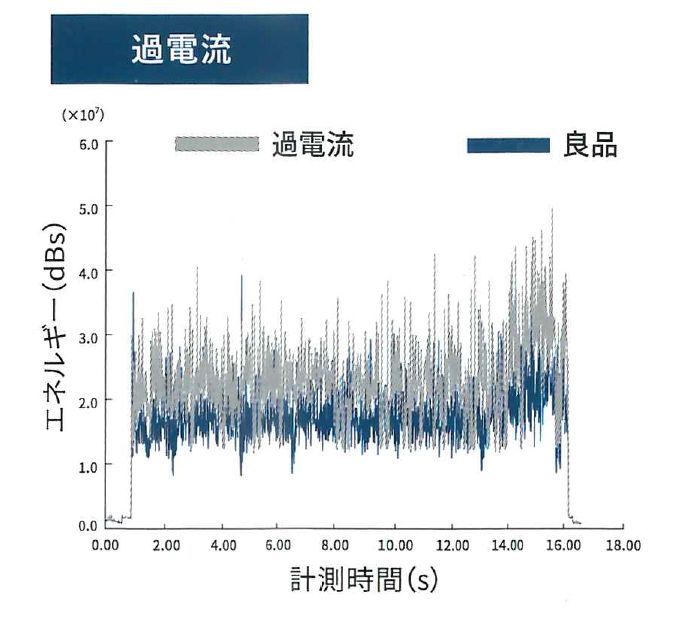
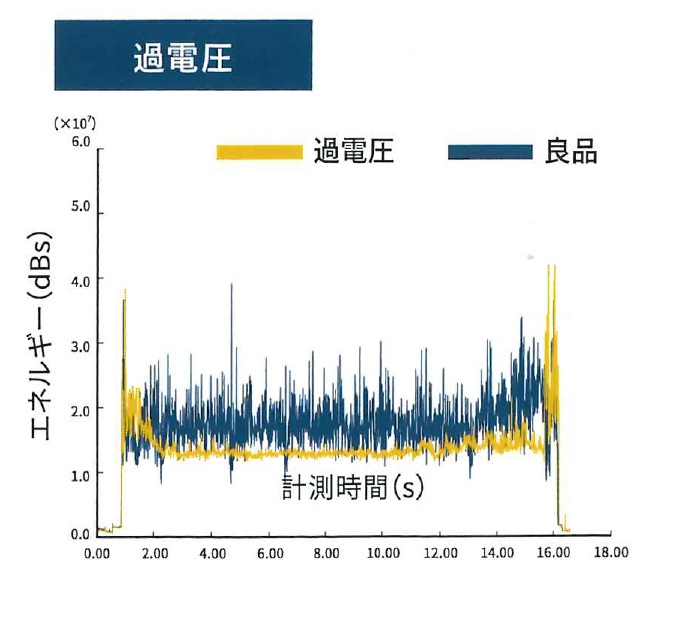
QA事例 自動ワイヤ溶接良否判別
溶接不良原因別AE波形です。 いずれも良品との波形比較で溶接不良を検知可能です。
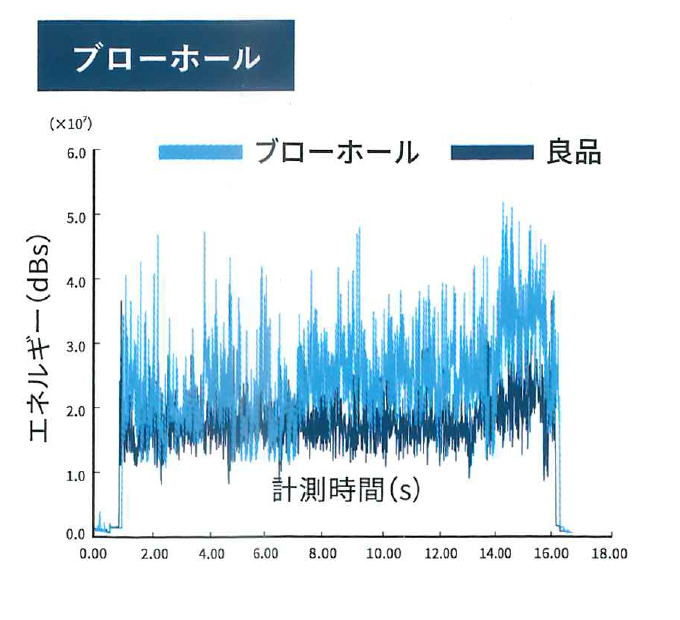
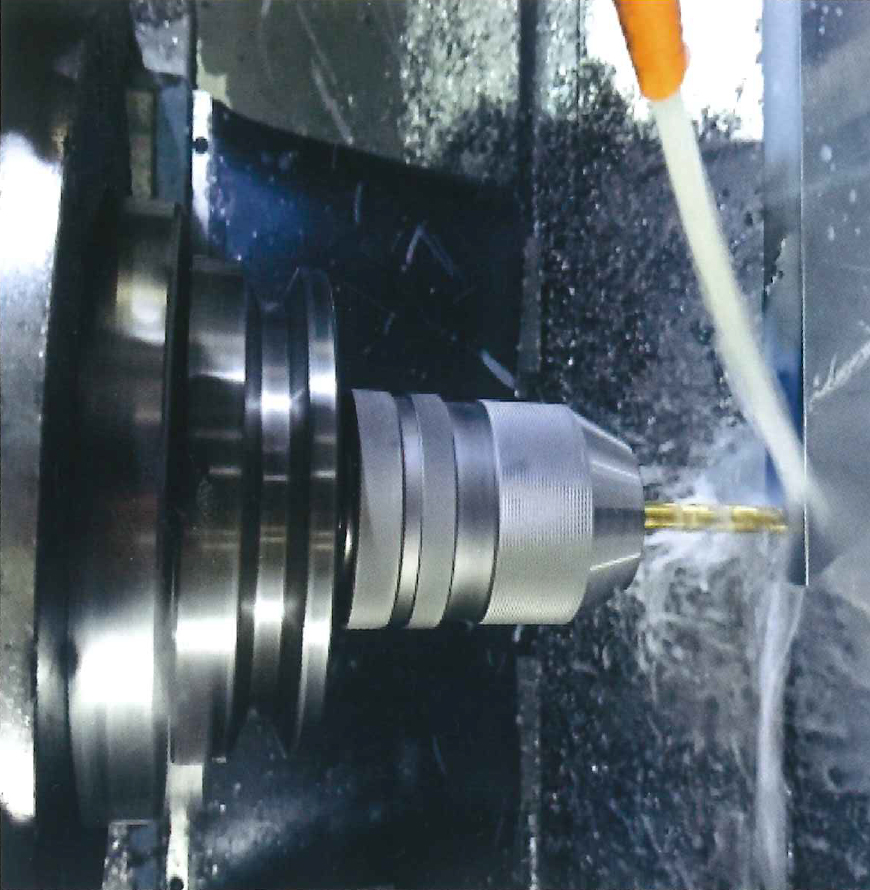
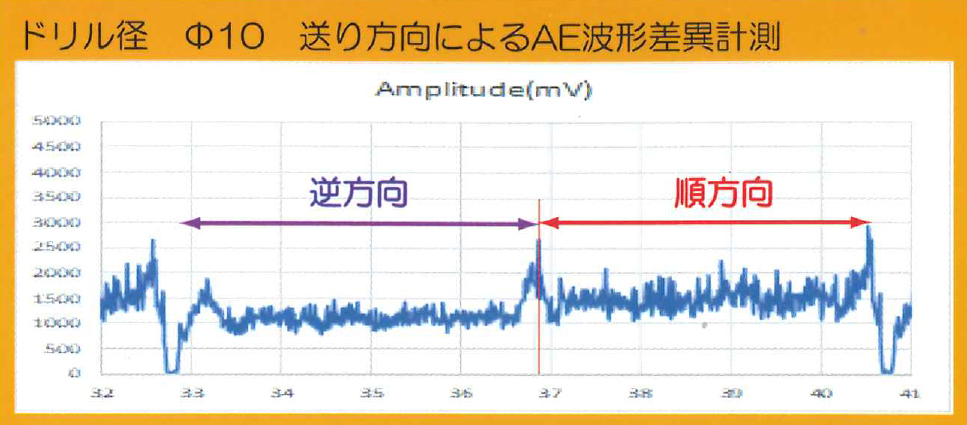
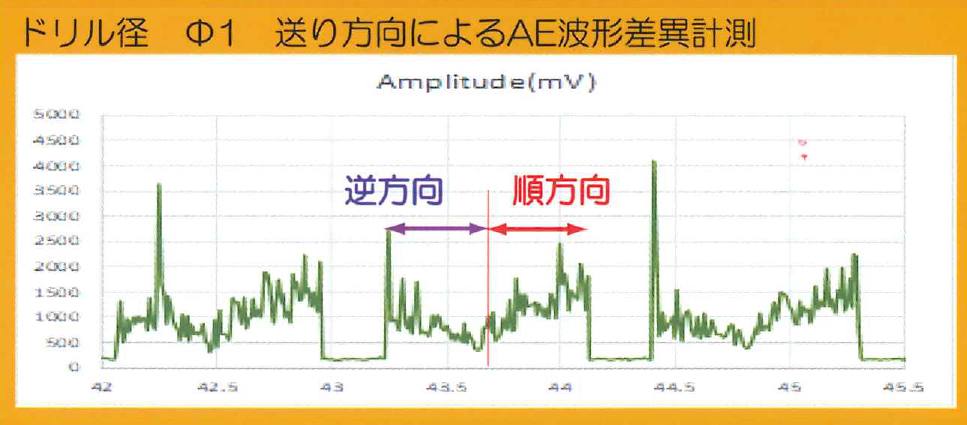
QA事例 機械加工良否判別


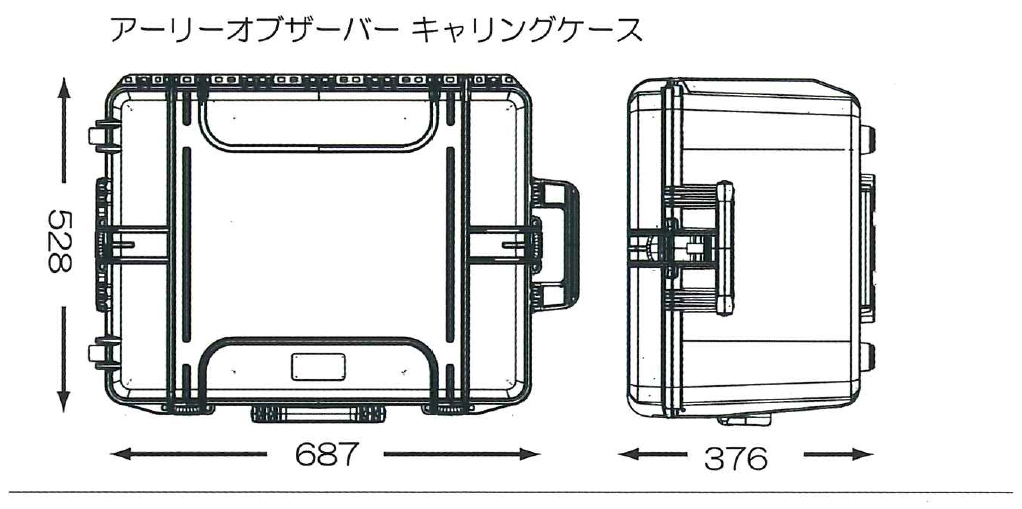
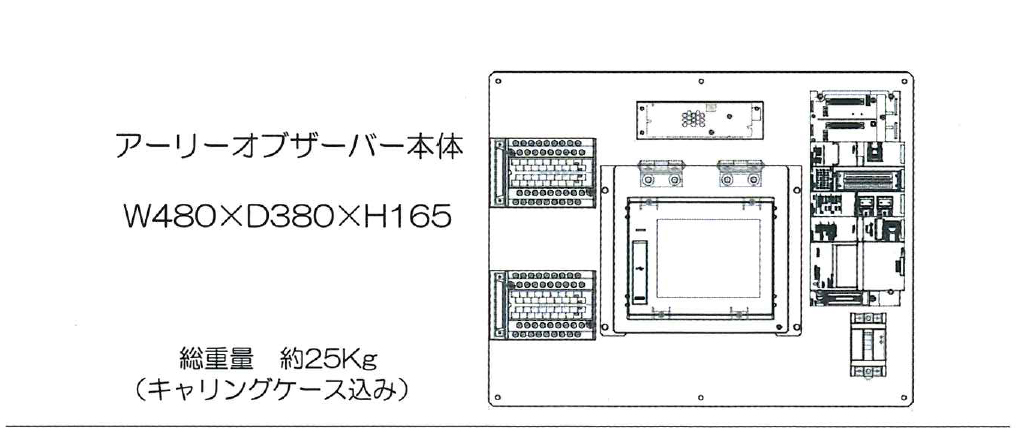
<仕様・外形図>
(一般仕様)
| 項目 | 仕様 |
| シーケンサ | 三菱電機株式会社 MELSEC iQ-R series |
| 電源 | AC85~264V 1Φ 2A |
| 動作温度 | 0 ~ +50℃ |
| ロギングデータ形式 | csvファイル |
| ロギングデータサイズ | 1DATA/1Omsecの時 20GB/60min(AEセンサのみ) |
| ロギングモード | 手動/自立タイマー/外部操作(要シーケンサソフト作成) |
| AEセンサ接続数 | 最大4軸(同時計測ではありません) |
| シーケンサ空スロット | 2 |
(AEセンサ仕様)
| 項目 | 仕様 |
| AEセンサ | FAEN-S1501 共振周波数 150KHz±20% 87dB±3 |
| FAEN-S601 共振周波数 60KHz±20% 100dB±3 | |
| 延長ケーブル | 5m、10m、1 5m、20m |
| センササイズ | Φ20X26.5mm 43g (S1501) / 49g (S601) |
| 動作温度 | -20 ~ +80℃ |
| 保護構造 | IP50/IP67(ケーブル直出型) |
導入済み企業様用メニュー
関連製品リンク
TYPE00
ここに短い説明文が入ります。てきすとてきすとてきすとてき。
TYPE00
ここに短い説明文が入ります。てきすとてきすとてきすとてき。
TYPE00
ここに短い説明文が入ります。てきすとてきすとてきすとてき。
TYPE00
ここに短い説明文が入ります。てきすとてきすとてきすとてき。
