設備予兆・品管革命
Early ObserverMEL-E Type Uno / Quattro
<アーリーオブザーバー メル・イー タイプ ウノ / クアトロ>
設備予兆・品管革命
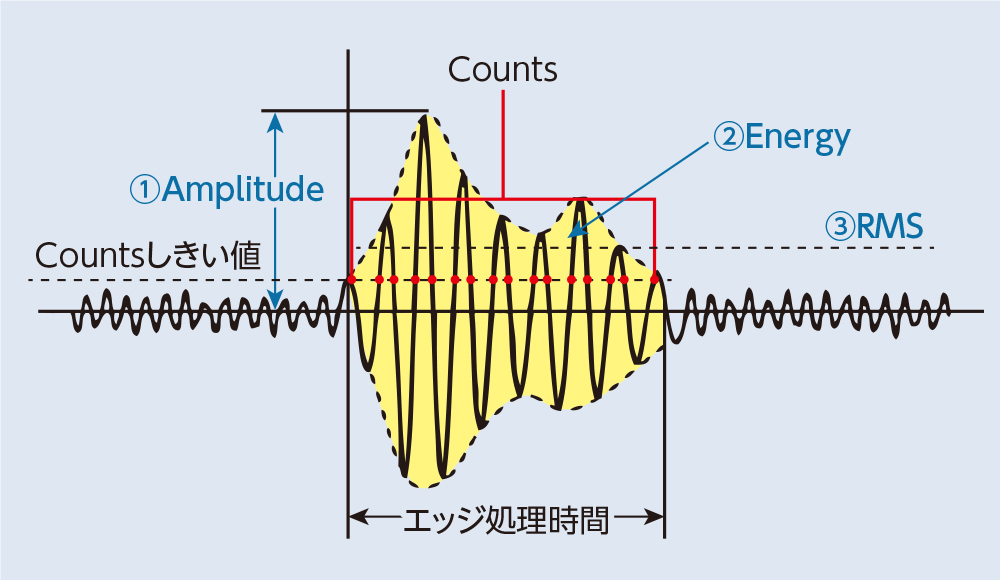
①Amplitude(アンプリチュード=最大振幅)
AE波形の最大振幅値(0Vから最大変位までの電圧)をdB換算
=亀裂進展/摩擦量と相関関係
②Energy(エネルギー)
持続時間内におけるAE波形の積分値
=摩擦量/き裂面積と相関関係
③RMS(実効値)
エッジ処理時間単位毎に取得したAE信号の実効値
=摩擦係数と相関関係
*エッジ処理時間(MELSECへの送信間隔) 10/20/50/100msで設定可能
*センサの応答速度は0.1μs Amplitudeパラメータは0.1μsの信号も反映します。
Early Observer設備予兆事例
ベアリング/モータ/ポンプ故障予兆
ベアリング
油膜健全性を捉え、給脂タイミングをお知らせします。接続設備のミスアライメントも検知可能な場合もあります。
モータ
出力側と反出力側の2か所を計測することで
・ベアリングの状態
・設備とのミスアライメント発見
従来のセンサでは見えない現象を捉えます。
液体ポンプ
2台のポンプのインペラー付近と軸受け付近など
Early Observer MEL-E搭載のHPFを活用し計測
計測データからキャビテーション発生を早期に検知します。

ロボットギア、減速ギア故障予兆
ロボットギア、減速機
減速ギアは金属製歯車等が組み合わされて動いています。これらのギア予兆もEarly Observerが得意とするアプリケーションです。
き裂進展
Energyのレベル監視
潤滑性能劣化
Energy総計比較で監視
Early Observer品管事例
アーク溶接品質管理
(短絡移行のワイヤーアーク溶接)
アーク熔接によるワーク溶解時にAE現象が発生します。
この溶解によって発生したAE波は溶接ワイヤ内を伝わり溶接トーチまで到達します。
アーク溶接用トーチにAEセンサを取付け、正常溶接のデータを取得することで溶接の品質管理へ繋げます。



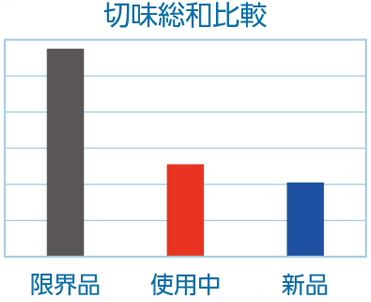
切削刃具摩耗状態の見える化
切削刃具がワーク加工をする時は金属の接触が発生します。
Early Observerで監視をすると切れる刃具と切れない刃具の違いを計測できます。
新品と要交換状態の刃具のデータを取得し比較すると切削刃具の摩耗状態を見える化できます。
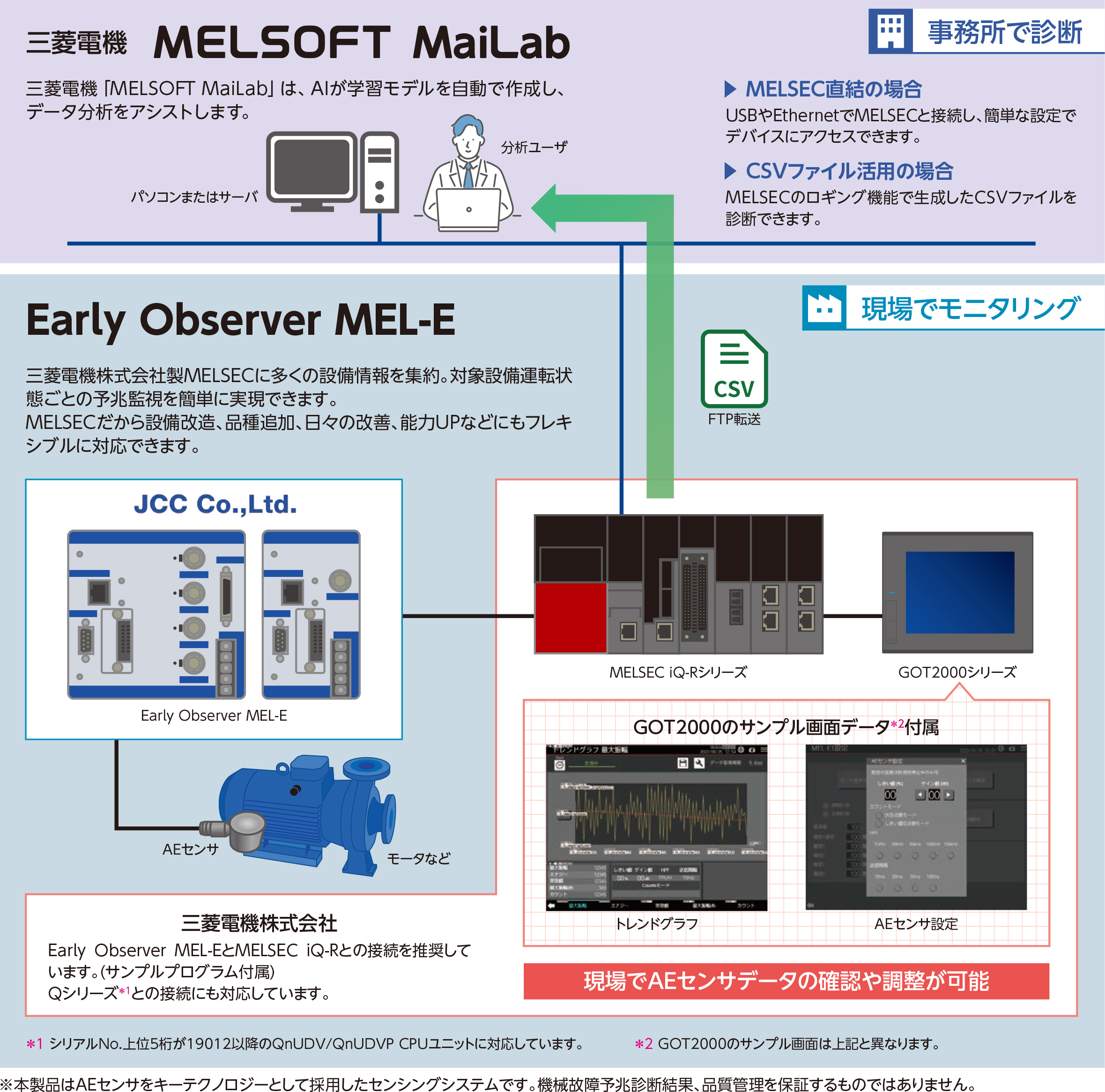
Early Observer MEL-E 設備予兆・品管システム例
ノートPCでの計測に便利な「Early Observer MEL-E ポータブルセット」もございます。
Early Observer MEL-E 製品ラインナップ
ノートPCでの計測に便利な「Early Observer MEL-E ポータブルセット」もございます。
アンプ、センサ及びケーブルの紹介
AEセンサ
(共通仕様)
- 共振周波数: 60KHz/150KHz ±20%
- 使 用 温 度: -20℃~80℃
- Φ20×26.5mm(突起部含まず)
- BNCコネクタ
- 保護構造IP52F
- Φ22×30mm(突起部含まず)
- 耐環境ロボットケーブル5M引出
- 防水保護構造IP67

AEセンサ用延長ケーブル
| 標準ケーブル | 耐環境ロボットケーブル | |
| 外径 | Φ5 | Φ4 |
| 使用周囲温度 | -20~60℃ | -253~200℃ |
| 耐屈曲性 | × | ○ |
| 耐酸性 | × | ○ |
| 耐アルカリ性 | × | ○ |
| シース | 塩化ビニル | フッ化エチレンプロピレン |
*システムの最長ケーブル長さは20mです。
*ケーブル延長の場合は中継防水コネクタセット(OP)をご使用ください。
Type Uno
- 1軸計測型
- フェールセーフ機能搭載
- HPF30、50、100、150KHz
- 全てMELSECからコントロール可
- MELSEC iQ-R/Q用通信FB付属
- GOTサンプルデータ付属
- 専用PC接続ケーブル(OP)で PCでの簡易ロギング可能


Type Quattro
- 4軸切替計測型
- 軸切替はPIOで実施
- フェールセーフ機能搭載
- HPF30、50、100、150KHz
- MELSEC-iQ-R/Q用通信FB付属
- GOTサンプルデータ付属
- 専用PC接続ケーブル(OP)で PCでの簡易ロギング可能
導入済み企業様用メニュー
関連製品リンク
TYPE00
ここに短い説明文が入ります。てきすとてきすとてきすとてき。
TYPE00
ここに短い説明文が入ります。てきすとてきすとてきすとてき。
TYPE00
ここに短い説明文が入ります。てきすとてきすとてきすとてき。
TYPE00
ここに短い説明文が入ります。てきすとてきすとてきすとてき。
