工具摩耗診断
Friction Sonar
<フリクションソナー>
工具とワークの接触により発生する高周波AEエネルギーを測定 工具の欠損や摩耗状態を検知し加工状態の見える化を実現します。
NC加工時の工具とワークの接触により放出されるAE波を計測1次現象を監視することで工具とワークの状態をデータ化し欠損や摩耗状態を検知、いままでにない品質管理を実現します。

Early Observerの「対象物質別AEセンサ」で特定物質の塑性変形を監視
<AEセンサ信号のパラメータ化>
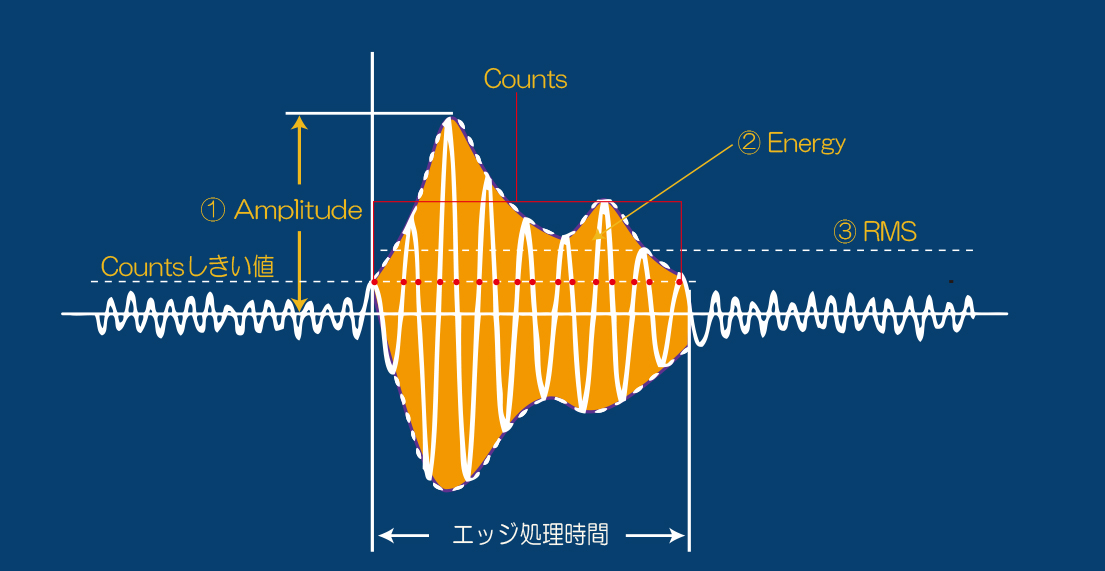
①Amplitude(アンプリチュード=最大振幅)
AE波形の最大振幅値(OVから最大変位までの電圧)をdB換算
=亀裂進展/摩擦量と相関関係
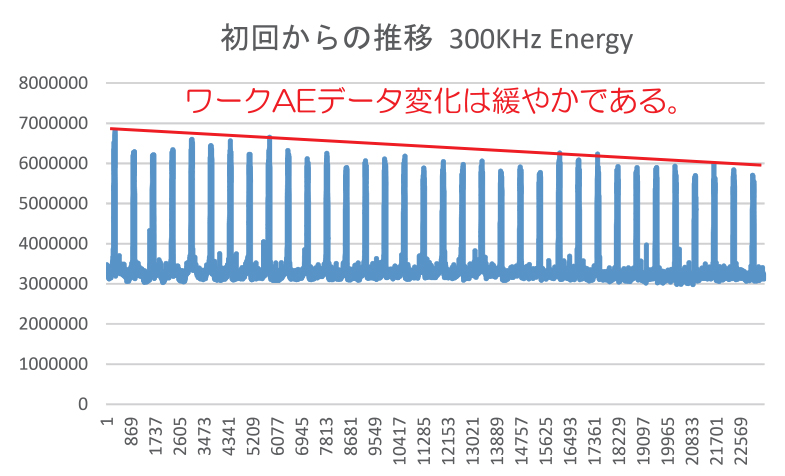
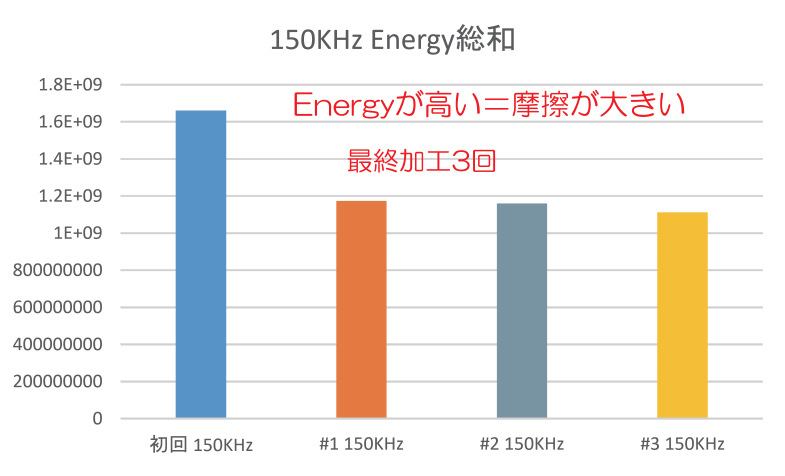
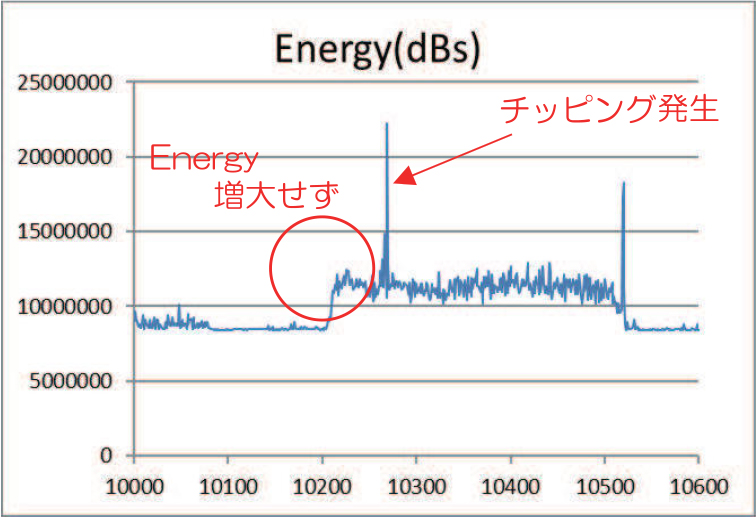
②Energy(エネルギー)
持続時間内におけるAE波形の積分値=摩擦量/き裂面積と相関関係
③ RMS(実効値)
エッジ処理時間単位毎に取得したAE信号の実効値
=摩擦係数と相関関係
*エッジ処理時間(MELSECへの送信間隔) 10/20/50/100msで設定可能
*センサの応答速度は 0.1μs Amplitudeパラメータは0.1μsの信号も反映します。
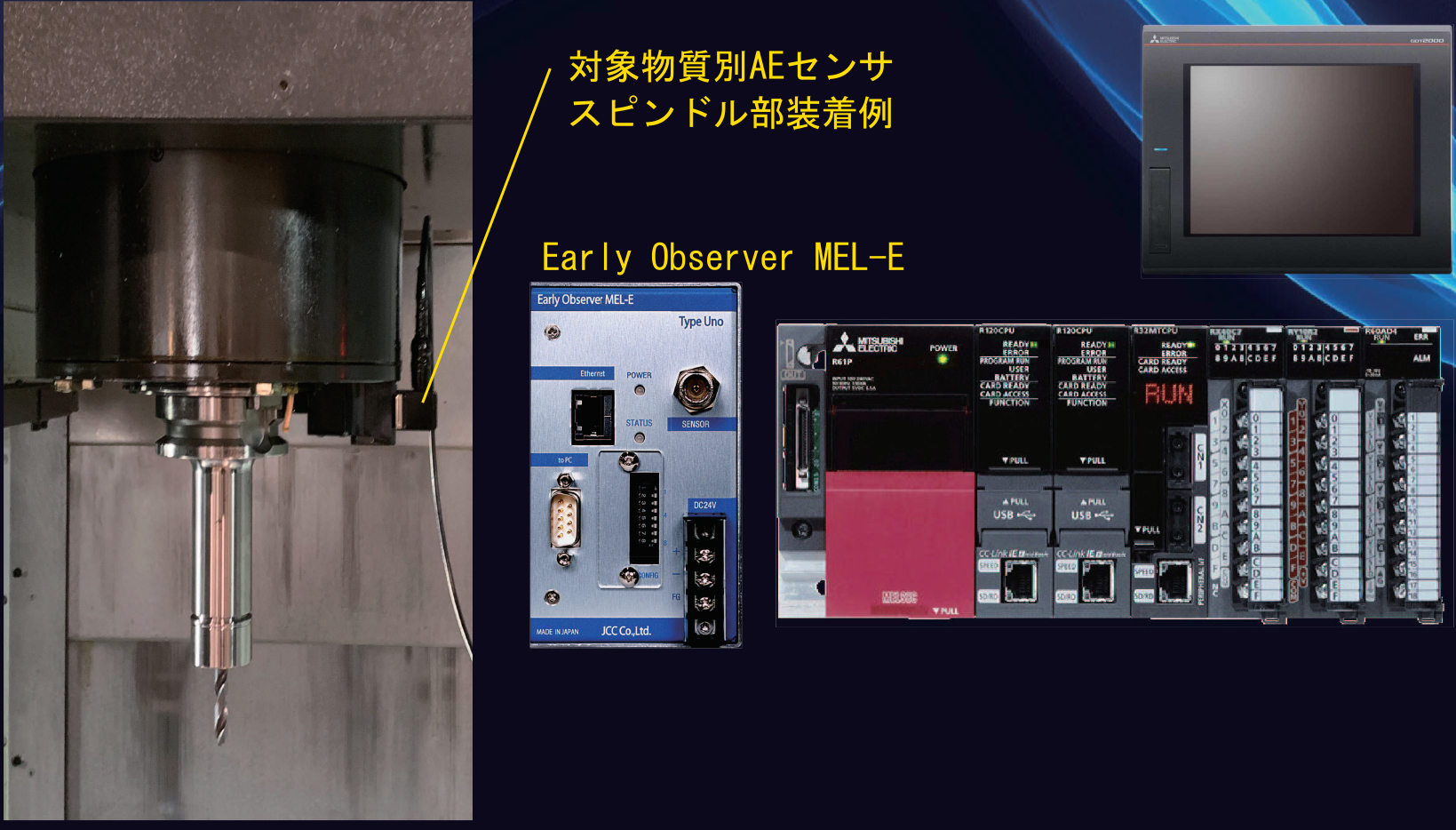
JCC製 AEアンプ「Early Observer MEL-E」でパラメータ化した塑性変形データを三菱電機製MELSEC iQ-Rシリーズに送信、正常加工との差異を検知するとアラームを発報します。
Friction Sonar 実証データ
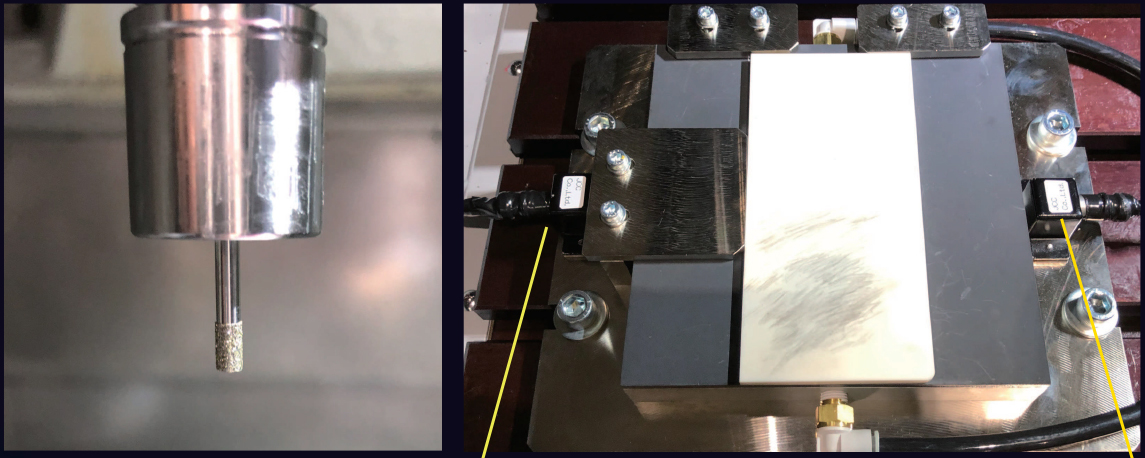
<実験条件>
ワーク: セラミック
センサ: FAEN-S150I / FAEN-S3001
アンプ:Early Observer MEL-E Type Uno 1st Edition
<テスト内容>
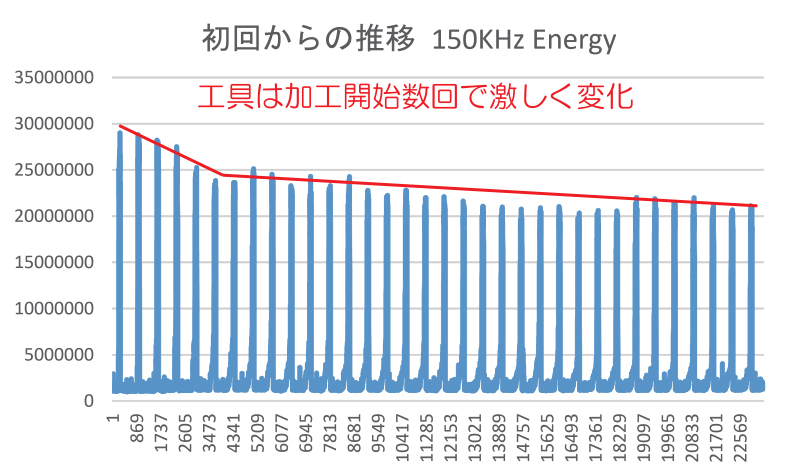
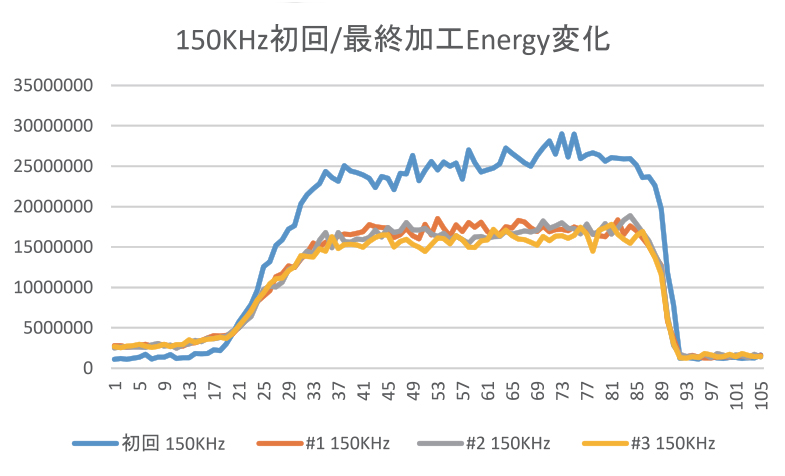
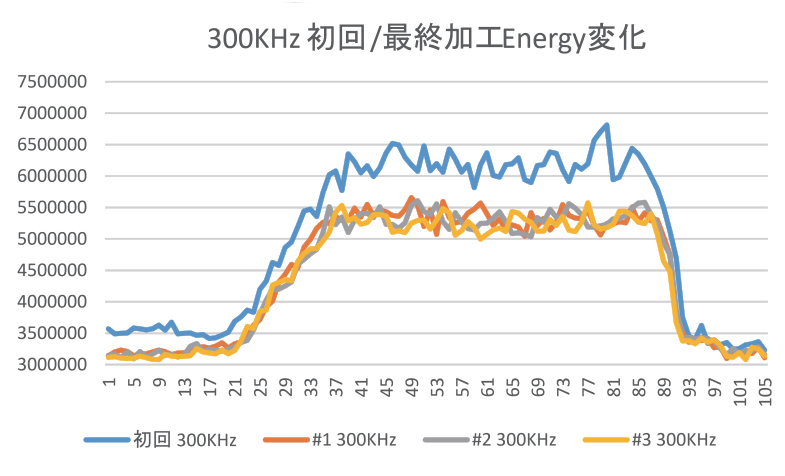
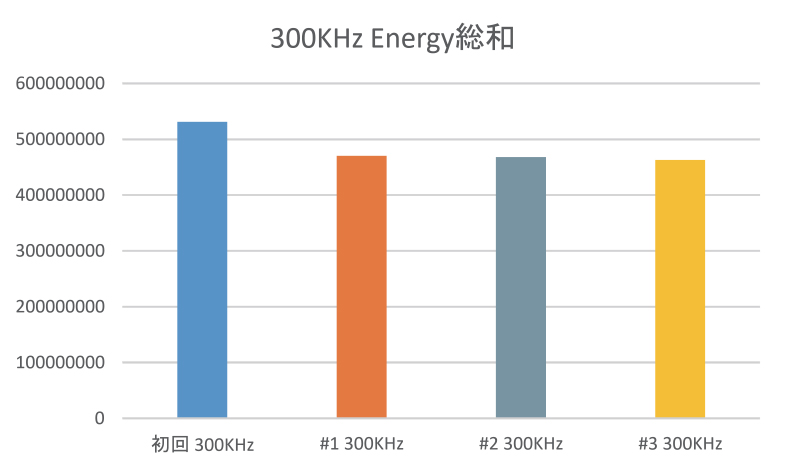
新品工具による連続加工を計測
初回加工と最終3回の加工を比較
センサFAEN-S150I(鉄・ステンレス用)
工具由来のAE波を多く計測している。
センサFAEN-S3000I(セラミック用)
工具由来のAE波を多く計測している。
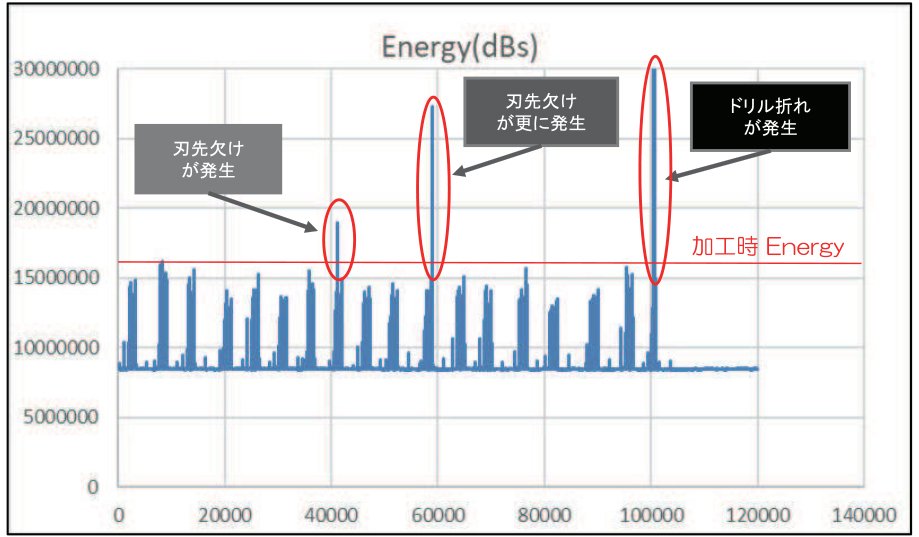
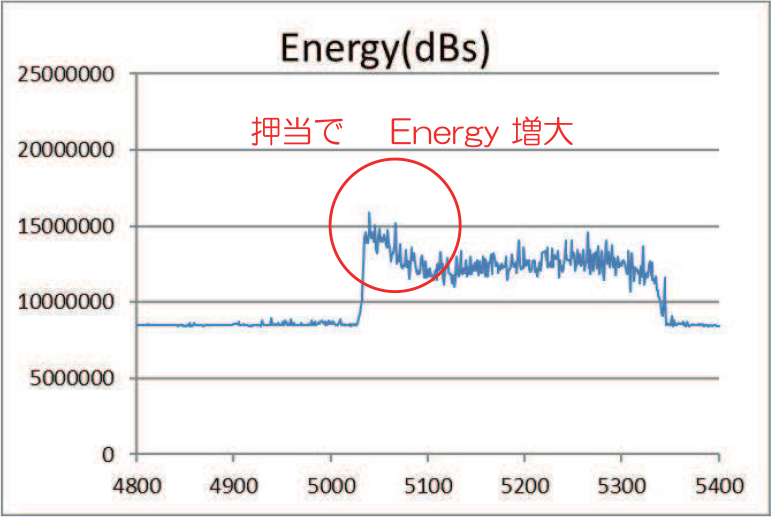
Friction Sonar 刃欠け検知
ドリル刃欠け探知
ワークカット画像
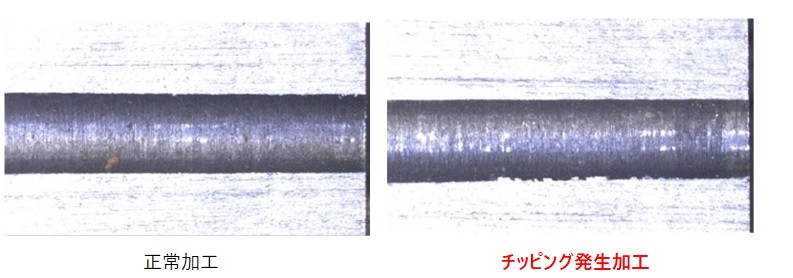
ドリル正常加工
刃欠け発生加工
Early Observer
Early Observer MEL-E Type Uno
- 1軸計測型
- フェールセーフ機能搭載
- HPF30、50、 100、 150KHz
- 全てMELSECからコントロール可
- MELSEC iQ-R/Q用通信FB付属
- GOTサンプルデータ付属
- 専用PC接続ケーブル (OP)で PCでの簡易ロギング可能

FAEN-S■■WI
(共通仕様)
- 共振周波数:60KHz / 150KHz ±20%
- 仕様温度:-20℃〜80℃

- Φ22×30mm(突起部含まず)
- 耐環境ロボットケーブル5m引出
- HPF30、50、 100、 150KHz
- 保護構造IP67
※1 本製品はAEセンサをキーテクノロジーとして採用したセンシングシステムです。加工品質を保証するものではありません。
導入済み企業様用メニュー
関連製品リンク
TYPE00
ここに短い説明文が入ります。てきすとてきすとてきすとてき。
TYPE00
ここに短い説明文が入ります。てきすとてきすとてきすとてき。
TYPE00
ここに短い説明文が入ります。てきすとてきすとてきすとてき。
TYPE00
ここに短い説明文が入ります。てきすとてきすとてきすとてき。
