アーク溶接インライン品質管理システム
Early Observer Bead Sonar
<アーリーオブザーバー ビードソナー>
溶接時ワークの塑性変形で放出される高周波AEエネルギーを測定。溶接完了直後にデータを出力しインラインでの品質管理を実現します。*特許出願中
Bead Sonar アーク溶接インライン品質管理
いままでアーク溶接品質確認管理は主に外観・破壊検査による2次検査でした。
「Bead Sonar」 は溶接による金属の塑性変形時に放出されるAE波を計測。 溶接の1次現象を監視しワークの溶け込み状態をデータ化 溶接加工と同時に溶け込み状態・溶接品質管理を実現します。

Early Observerの「対象物質別AEセンサ」で鉄・ステンレスの塑性変形を監視
<AEセンサ信号のパラメータ化>
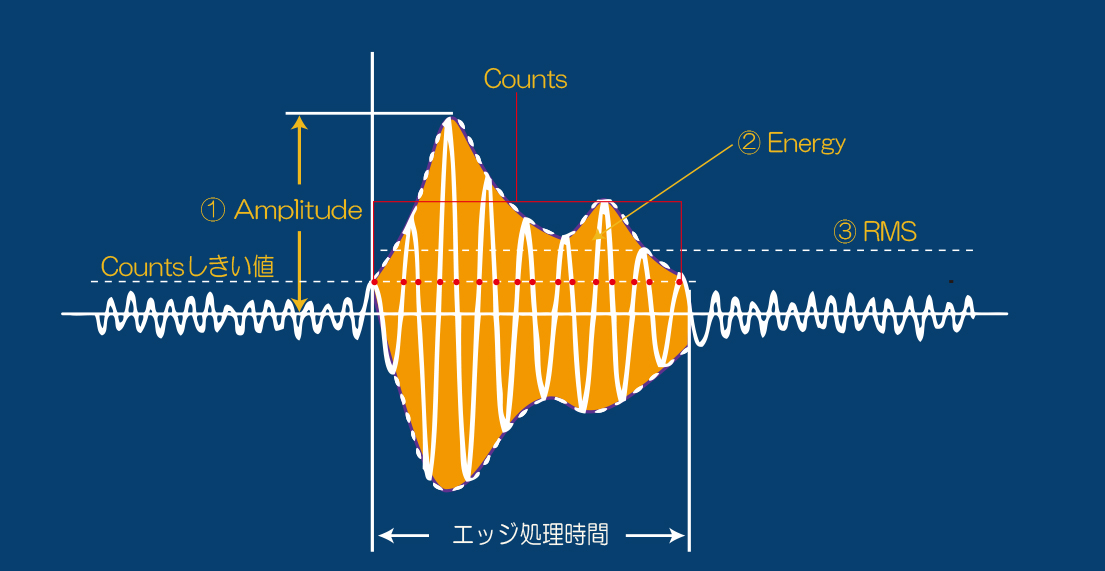
①Amplitude(アンプリチュード=最大振幅)
AE波形の最大振幅値(OVから最大変位までの電圧)をdB換算
=亀裂進展/摩擦量と相関関係
②Energy(エネルギー)
持続時間内におけるAE波形の積分値=摩擦量/き裂面積と相関関係
③ RMS(実効値)
エッジ処理時間単位毎に取得したAE信号の実効値
=摩擦係数と相関関係
*エッジ処理時間(MELSECへの送信間隔) 10/20/50/100msで設定可能
*センサの応答速度は 0.1μs Amplitudeパラメータは0.1μsの信号も反映します。

JCC製 AEアンプ「Early Observer MEL-E」でパラメータ化した塑性変形データを三菱電機製MELSEC iQ-Rシリーズに送信、正常溶接との差異を検知するとアラームを発報します。
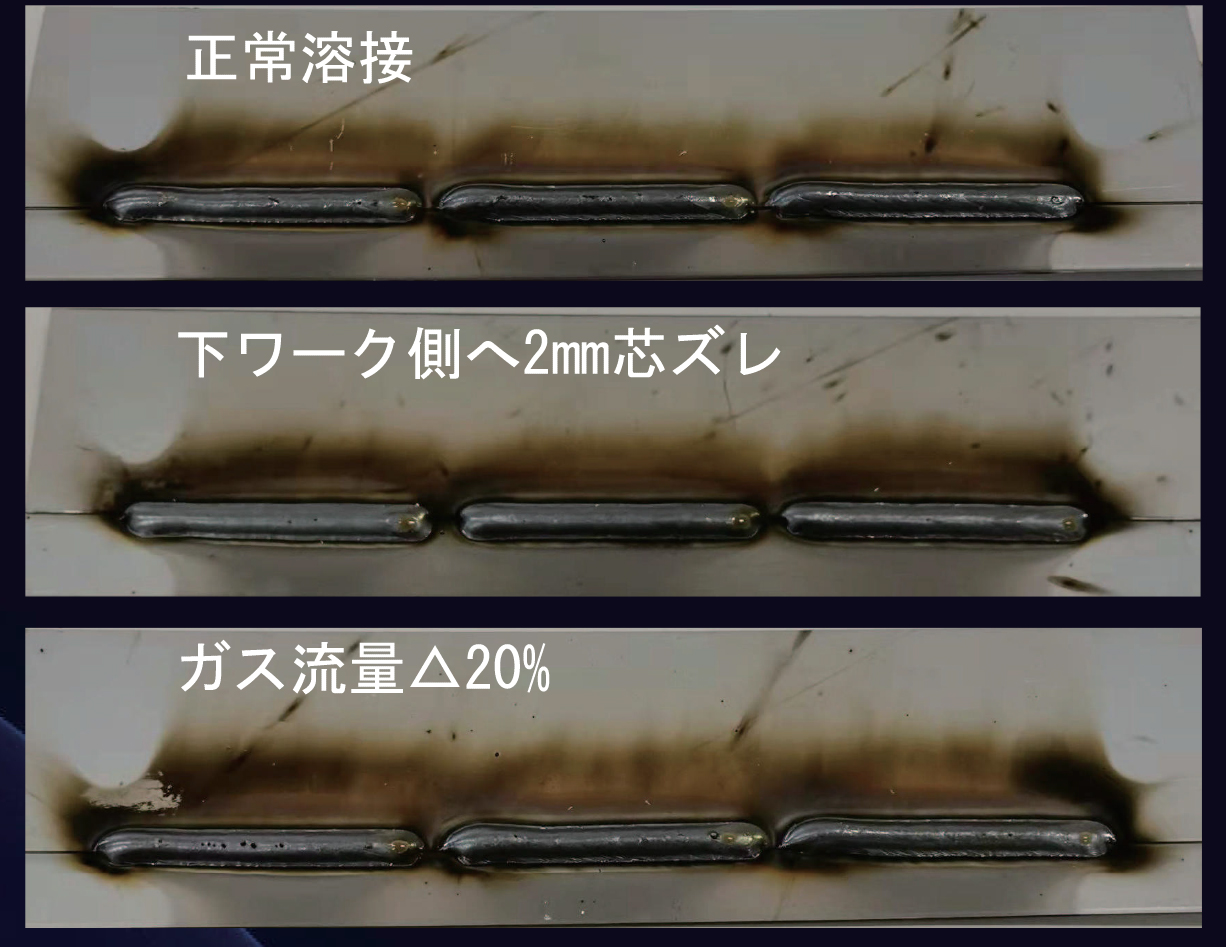
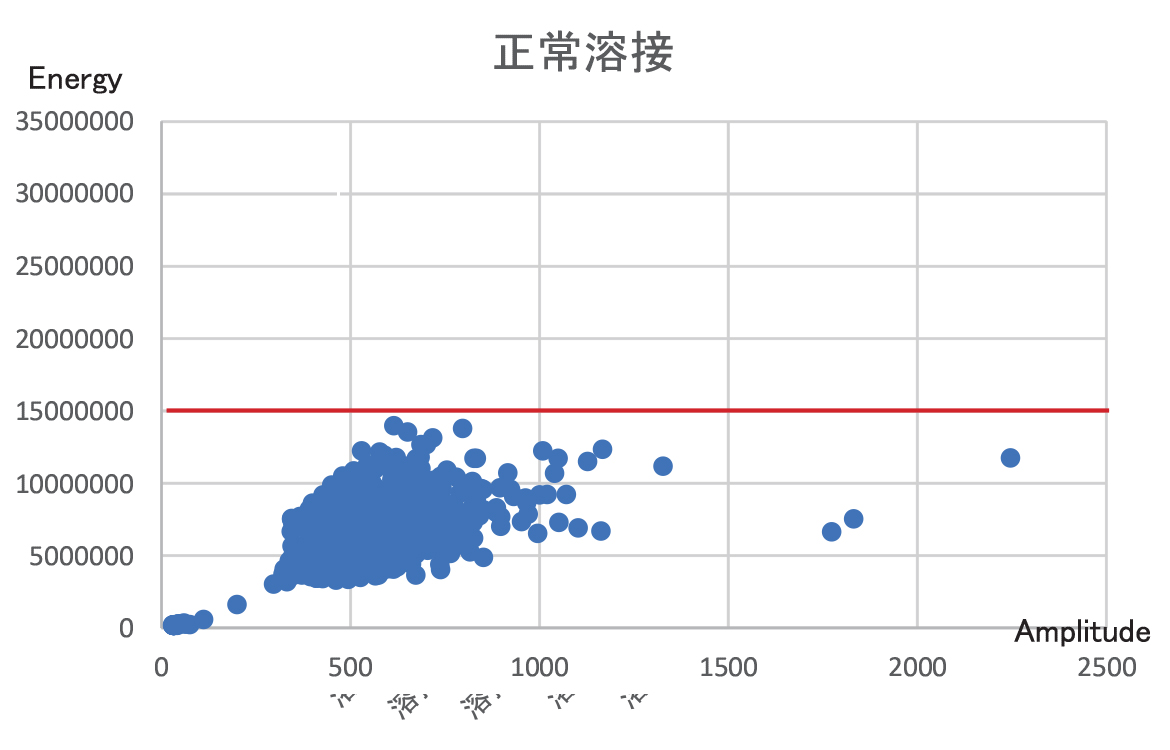
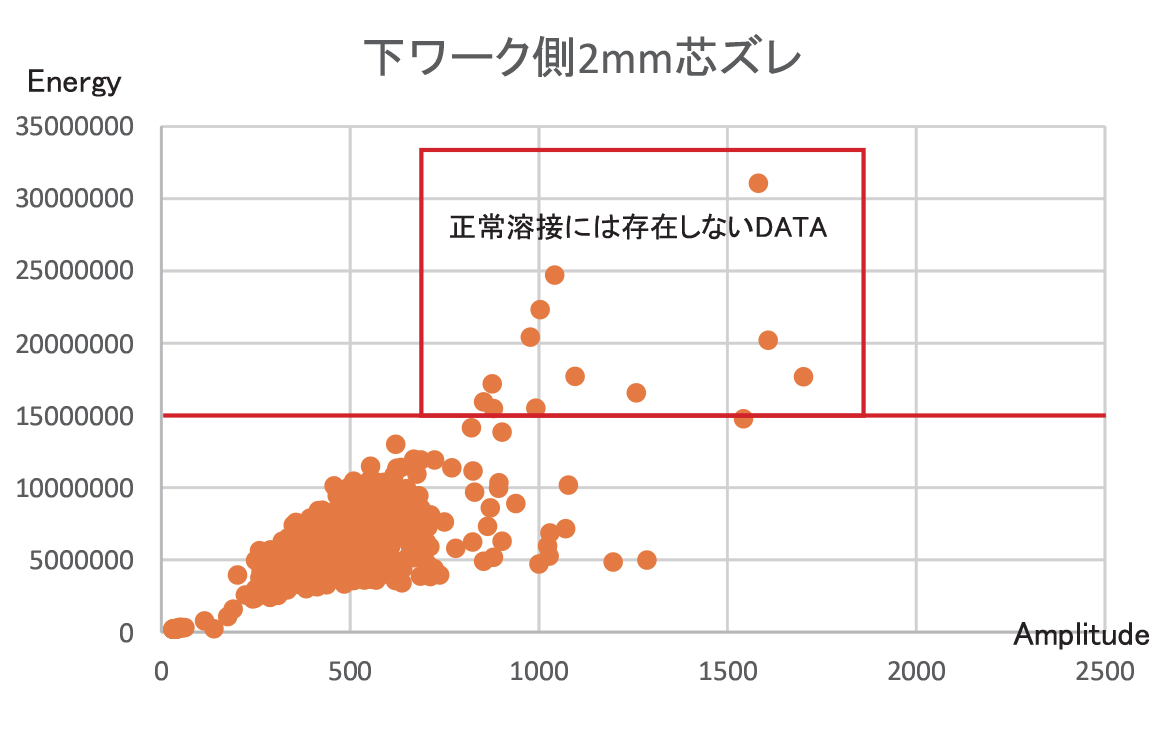
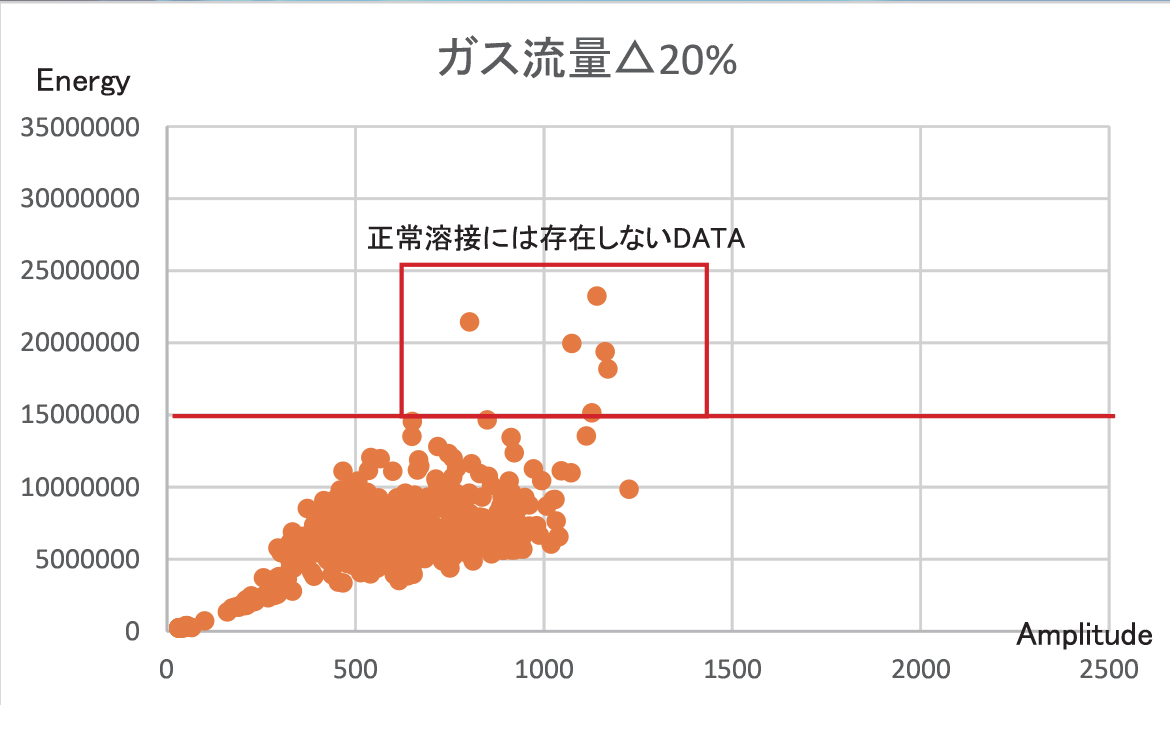
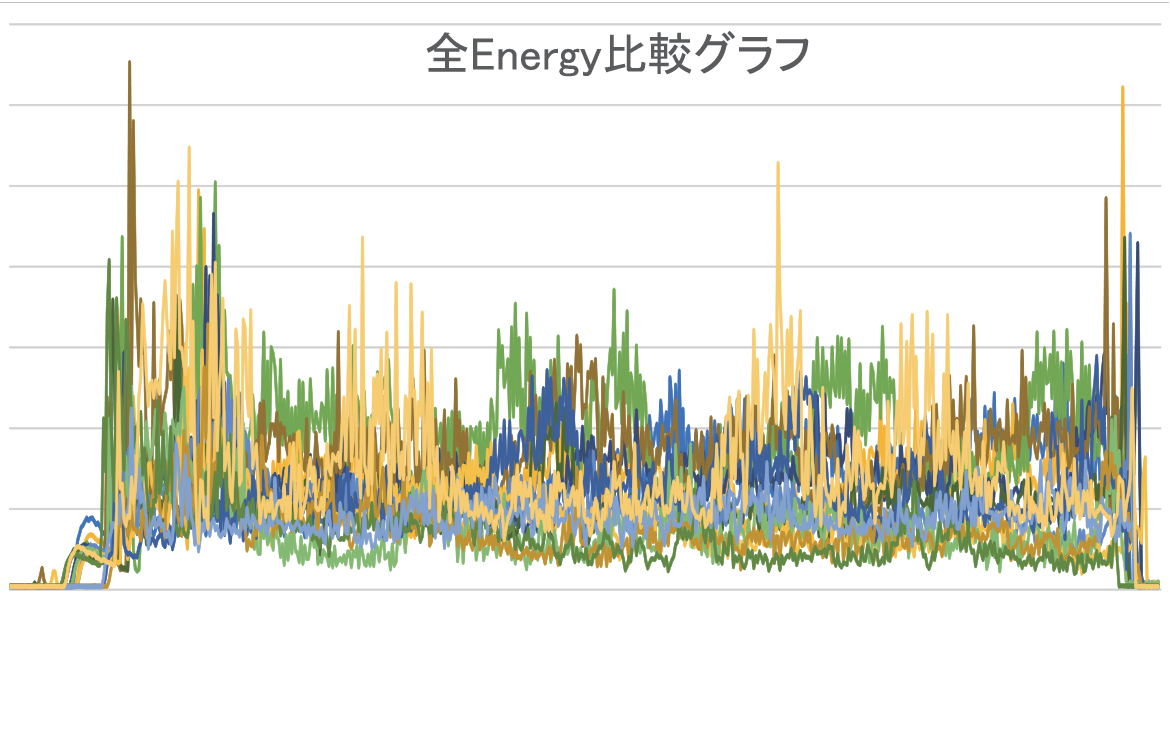
Bead Sonar 実証データ
<実験条件>
ワーク 上t=1mm 下 t=2mm 亜鉛メッキ鋼鈑 溶接電流 130A ガス流量15L/分
<テスト内容>
14条件の溶接を行い計測データを比較
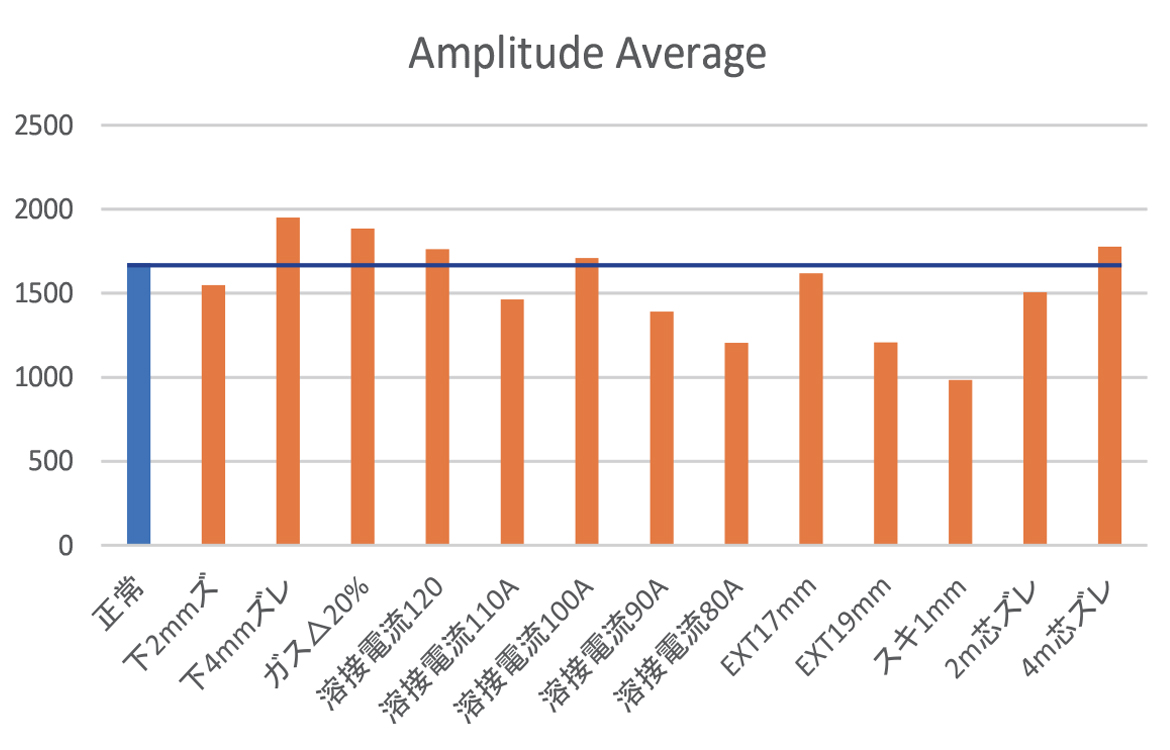
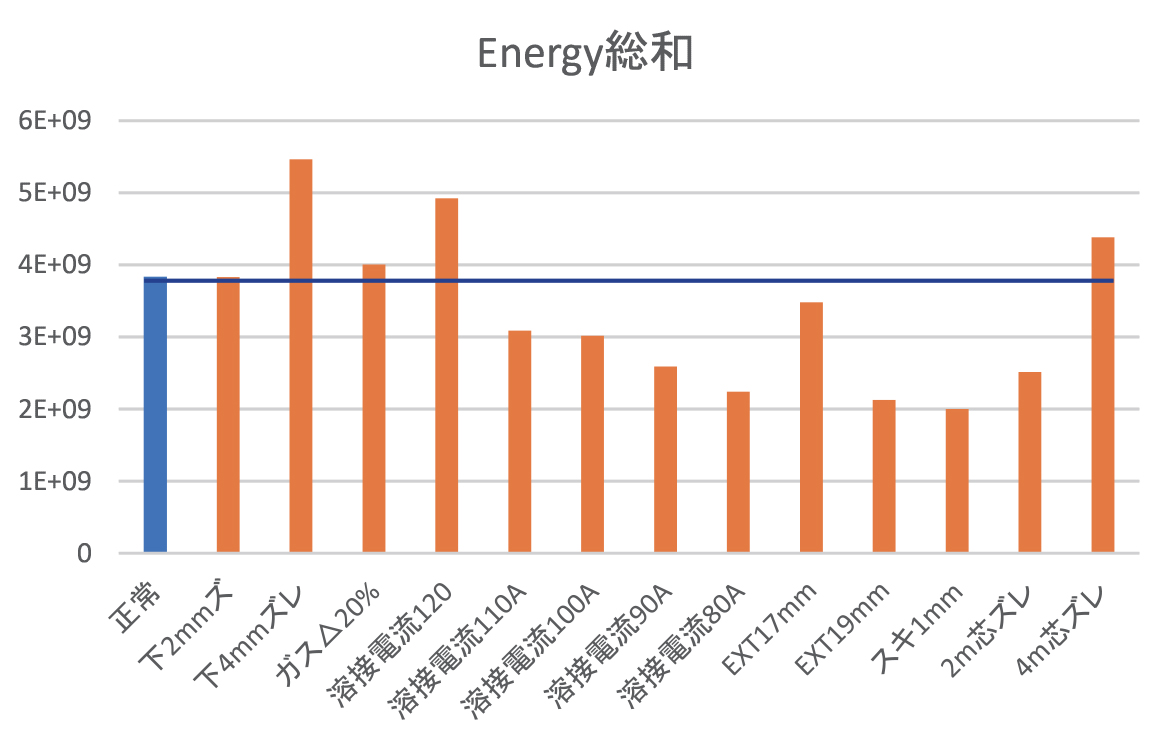
左はEnergy総和比較の類似した計測データのテストピース写真です。 Amplitude AverageとEnergy総和の組み合わせ比較で差異を検知 全てのケースの差異を確認しました。
<パラメータの意味>
Amplitude = 10msecごとの変化量の最大値 Energy 塑性変形量と相関関係
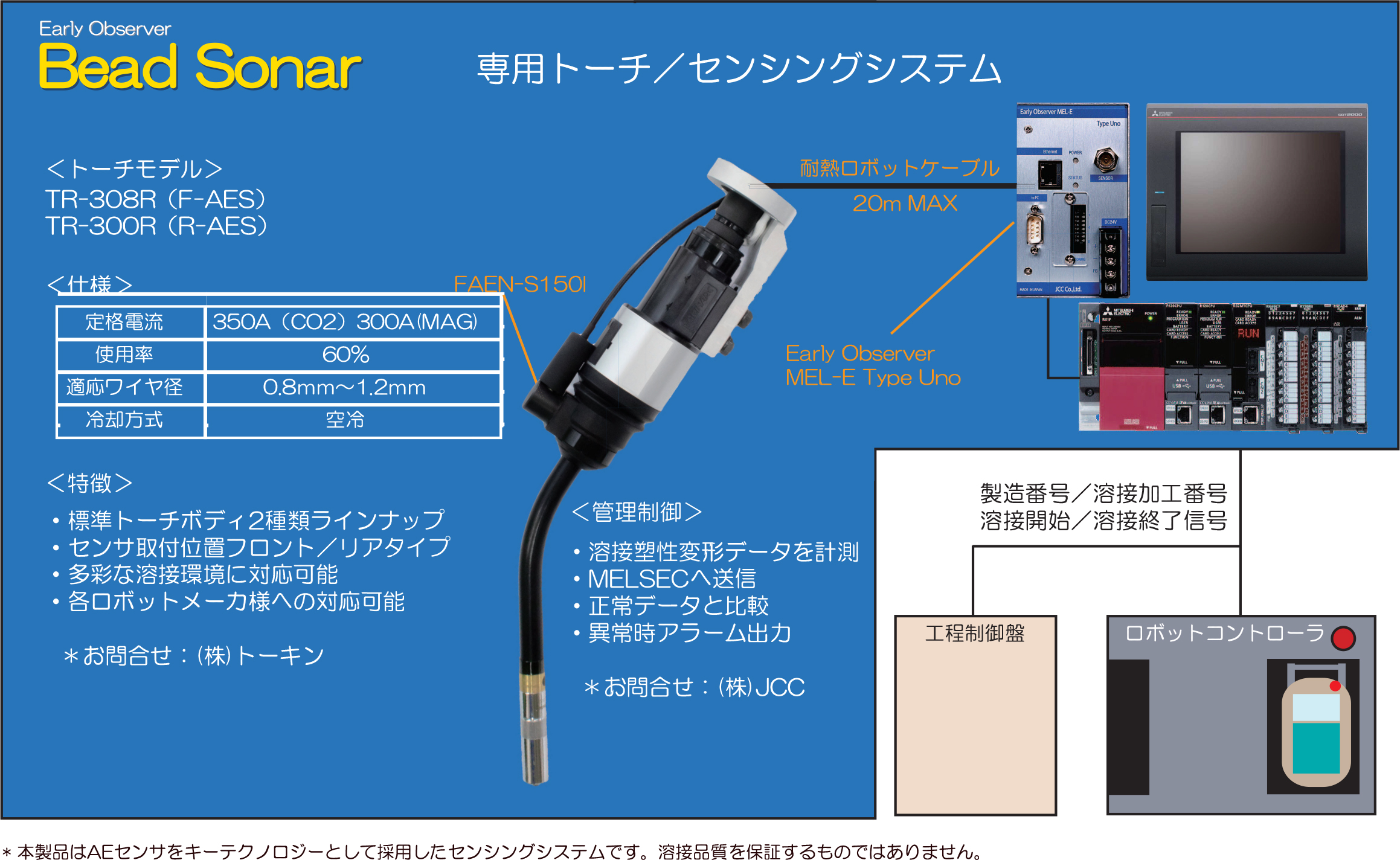
Early Observer Bead Sonar 機器構成例
Early Observer MEL-E Type Uno
- 1軸計測型
- フェールセーフ機能搭載
- HPF30、50、 100、 150KHz
- 全てMELSECからコントロール可
- MELSEC iQ-R/Q用通信FB付属
- GOTサンプルデータ付属
- 専用PC接続ケーブル (OP)で PCでの簡易ロギング可能

FAEN-S150I

(基本仕様)
- 計測周波数: 60KHz/150KHz ±20%
- 使用温度:-20°C~80°C
- 中20×26.5mm (突起部含まず)
- BNCコネクタ
- 保護構造IP52F (IP67モデルあり)
- 耐熱ロボットケーブル使用
導入済み企業様用メニュー
関連製品リンク
TYPE00
ここに短い説明文が入ります。てきすとてきすとてきすとてき。
TYPE00
ここに短い説明文が入ります。てきすとてきすとてきすとてき。
TYPE00
ここに短い説明文が入ります。てきすとてきすとてきすとてき。
TYPE00
ここに短い説明文が入ります。てきすとてきすとてきすとてき。
